
The Factory of metal processing in China
The Metal thin-walled tube hydroforming is an advanced, special and precise forming technology for the production of hollow thin-walled structural parts with special-shaped cross-section profiles developed on the basis of hydraulic bulging and stamping. It has high production efficiency and forming. The process is simple, the rigidity of the parts is good, and no external pressure source is needed. It is widely used in the fields of automobile, aviation and aerospace. The theoretical analysis and finite element numerical simulation are used to study the hydraulic bulging of metal thin-walled tubes. The deformation law and forming performance of metal thin-walled tubes under impact load are obtained. On this basis, through the experimental research on the impact of hydraulic bulging on thin metal tube, the forming rule and formability under the impact load of the tube with irregular section are discussed. The feasibility of the technology is verified by comparison with the simulation results. Sex.
the metal tube hydroforming function: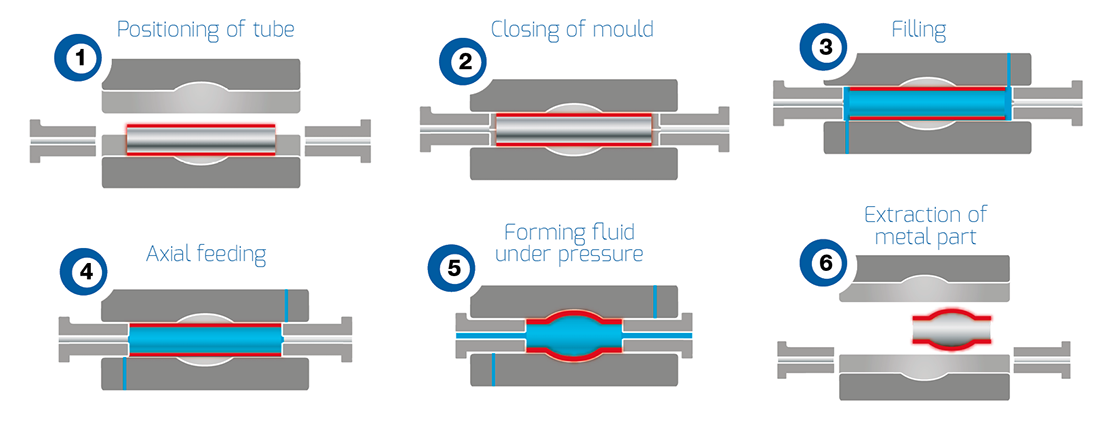
First, the function analysis of the impact hydraulic bulging device:
The process of impact hydraulic bulging mainly includes: pipe fitting and sealing, automatic filling and venting, press-clamping parameter adjustment, die-cutting, unloading, unloading, and removing the workpiece. According to the characteristics of the impact hydraulic forming process, the forming equipment must have the following characteristics (1) Facilitate quick installation and positioning of pipe fittings; (2) Realizing fast, efficient and intelligent automatic filling to ensure that the inner cavity of the tube blank is completely filled with liquid before bulging; (3) The clamping speed of the press can be adjusted within a wide range, and high-precision position control and large-tonnage power system control can be realized; (4) It has a good high-pressure sealing control effect to ensure that no pressure leakage occurs during the forming of the pipe; (5) The bulging internal pressure spontaneously generated by the inner cavity of the tube blank has high measurement accuracy and fast response speed.
Second, the overall structure of the impact hydraulic bulging device:
1) Stamping part: In order to realize the stamping of the metal thin-walled tube by the up and down movement of the press head, it is mainly composed of seven parts: the upper and lower stencils, the upper and lower dies, the guide sleeve, the guide post and the return spring. The upper and lower templates are mainly used to install the positioning mold, and placed on the press table. The up and down movement of the press head allows the upper and lower templates to drive the mold to achieve the mold clamping movement. The guide post and the guide sleeve are mainly used to guide the upper and lower molds to be properly clamped. The main function of the return spring is to power the mold opening of the upper and lower molds after completing one press forming, and realize automatic mold opening of the device.
2) Hydraulic bulging part: In order to realize the hydraulic bulging function of the pipe, an automatic liquid filling and bulging device is designed, which mainly consists of a container, a left and right control valve, a pressure gauge, a connecting pipe, a left positioning ring, a connecting bolt, a sealing column, an L-shaped pipe and a nut. Part of the composition.
The working process is as follows: the metal thin-walled pipe is used for connecting and sealing the pipe through the connecting bolt, the left and right positioning ring, the left and right sealing column and the nut; the light hydraulic oil stored in the container passes through the connecting pipe, the right control valve and the pressure gauge The connecting bolt through liquid hole flows into the inner cavity of the thin metal tube. When the liquid reaches a certain amount, it flows into the L-shaped tube through the liquid outlet of the connecting bolt and the left control valve; because the horizontal position of the L-shaped tube is higher than that in the thin metal tube The highest liquid level of the cavity is known from the principle of the connected device. As long as the hydraulic oil flows out through the L-shaped tube, the inner cavity of the thin metal tube can be considered to be filled with liquid. At this time, the left and right control valves can be closed to seal the liquid in the thin metal tube.
In order to avoid the influence of residual air in the inner cavity of the thin metal tube on the automatic filling, the vacuum pump can be used to discharge the air in the lumen before filling