
The Factory of metal processing in China
Hyroforming technology and equipment, mainly from Europe and Japan some of the design and manufacture of large equipment manufacturers, in order to meet the special requirements of the technology of hydroforming production line usually require professional design and development, its development trend is large, autoation, flexibility and intelligence, ultrahigh pressure device and servo control system will become the core technology and the technological difficulties of the development of equipment.
Computer 3D Simulation of Hydroforming process
hydroforming (ihp) is an advanced manufacturing technology for hollow integral members. It is a kind of feeding technology which USES pipe as blank and oil as pressure medium.
Due to the combined effect of the two external forces, the tube billet produces plastic deformation and finally fits with the inner wall of the mold cavity, making the tube billet a modern plastic processing technology with three-dimensional shape parts.According to the characteristics of billet forming, parts are divided into forming area and feeding area.The forming zone is the part where the diameter of plastic deformation changes.Feeding zone is the part of feeding to forming zone.
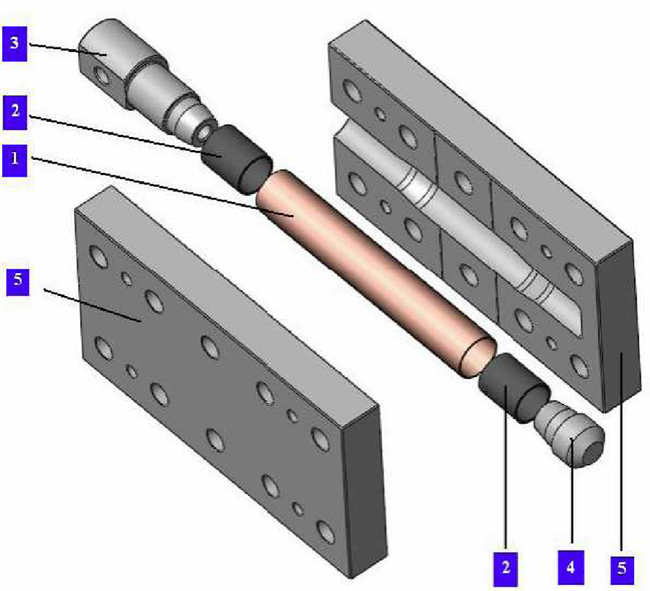
During Hydroforming, the pipe end seal is formed by punch and mold extrusion to form a rigid seal, so the mold is easy to wear, usually in the seal section of the mold wear insert, to improve the life of the mold.After the parts are formed, the auxiliary hydraulic cylinder in the mold is used to complete the subsequent processes such as grooving and punching.Then oil pressure relief, axial punch return, hydraulic machine slider up, you can take out the parts.
The automatic production line of hydroforming hydraulic press

The hydroforming process is mainly divided into three stages:
(1) in the initial filling stage, the billet is put into the die cavity and closed, and the axial punch at both ends is pushed horizontally to form a seal.The air in the tube is discharged by prefilling with liquid.
(2) in the forming stage, when the billet is bulging under pressure, the punch pushes the feeding material inward according to the set loading curve. Under the combined effect of internal pressure and axial feeding material, the billet basically sticks to the mold.At this stage, most of the region except the transition R Angle has been formed.
(3) during the shaping stage, the internal pressure is increased to make the transition R Angle completely fit the mold cavity, and the workpiece is formed.
The main technical parameters of Hydroforming include initial yield pressure, cracking pressure, forming pressure, axial feed force, die closing force and feeding amount.
(1) the pressure required for plastic deformation of the initial yield pressure tube blank. (2) the pressure when cracking occurs on the cracked pressure tube blank. (3) shaping pressure at the later shaping stage, the pressure required to ensure the complete forming of parts. (4) axial feeding force the basis for the selection of the axial propulsion cylinder is determined by the force ensuring the plastic deformation of the billet, the high pressure reaction force of the punch and the friction force. (5) the force needed to make the mold close in the forming process is the main basis for the selection of hydraulic press. (6) the important parameters of the horizontal cylinder stroke shall be determined by the feeding amount.Due to the influence of the loading path and friction force, the feeding amount cannot be completely sent to the forming area, and the wall thickness of the forming area should be reduced. The actual feeding amount is usually 60% ~ 80% of the ideal feeding amount.
Compared with the traditional sheet metal stamping and welding process, Hydroforming takes the pipe as the processing object and has the following advantages of Hydroforming:
1) Hydroforming process can reduce development and manufacturing costs, reduce body weight and improve material utilization.Hydroforming parts usually require only one set of die, while sheet stamping usually requires three or more processes, so the tooling development and subsequent manufacturing costs will be greatly increased.With fewer processes, there will be less process waste.Under the condition of meeting the requirements of parts, the hollow parts of Hydroforming can reduce the weight by 20% ~ 30% compared with the combination of stamping and welding, and increase the material utilization rate by 30% ~ 50%. 2) Hydroforming process can improve parts processing accuracy and body safety performance.For the parts with complicated shapes, Hydroforming can realize the one-shot forming, avoiding the accumulated errors in the process of multi-sequence machining, thus improving the accuracy of the parts.Hydroforming is a cold processing technology, through the process of work hardening deformation can greatly improve the strength of parts, and the integrity of the original billet is good, its overall stiffness can be guaranteed, so the application in the bearing structure of automobile body can improve the safety performance of the body. 3) due to the high pressure required for Hydroforming, the tonnage required for die closing press is also large, usually more than 3500t. The high voltage generation source and electrical control system are relatively complicated, and the equipment manufacturing cost is also high.In addition, because the forming quality and wall thickness distribution of the parts are closely related to the loading path, the r&d and trial production costs are relatively high.These factors restrict the development and popularization of Hydroforming technology to some extent.
Hydroforming line
Based on the internal high-pressure forming process, the internal high-pressure forming production line can be divided into four main modules: die closing press, forming die, high-pressure generation system and electrical control system.
In recent years, due to the advantages of technology and cost of high-pressure forming technology for tube parts, it has been rapidly popularized in the automobile industry.To further promote the lightweight design of cars, more hollow parts will be developed on the body.With the internal high-pressure forming parts gradually applied to various positions of the body, it may overturn people's understanding of the shape and body of the car.