The Factory of metal processing in China
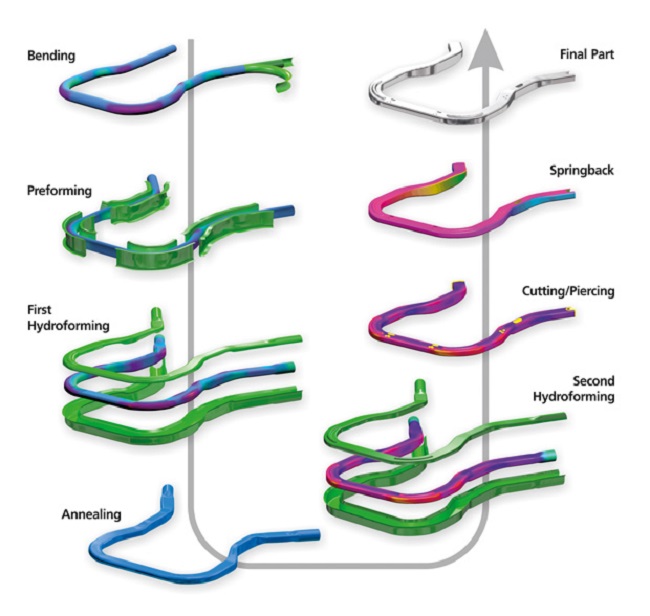
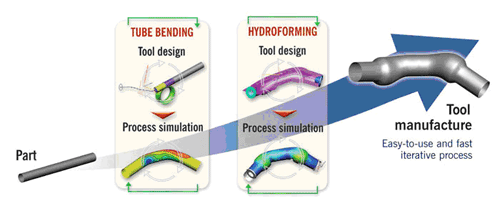
[Principle] It is suitable for mass production of lightweight hollow profiled members by applying high pressure liquid and axial feed to the inside of the pipe to press the pipe into the mold cavity to form a specific shape member. Main processes: bending - preforming - hydroforming(internal high pressure forming). .
Configuration and features of CNC tube hydroforming press [Equipment composition] The hydroforming(internal high pressure forming) equipment consists of two parts: “clamping press” and “internal high pressure system”. The internal high pressure system includes five sub-systems: horizontal servo cylinder, high pressure source (supercharger), hydraulic system, hydraulic system and computer control system. Automatically realized process actions: clamping → applying clamping force → water medium filling and circulation → judging high pressure sealing → performing loading curve → synchronous unloading internal pressure / clamping force → retreating punch → opening mold. 【Features】 (1) The clamping press and the hydroforming(internal high pressure forming) system have independent control systems. It can be combined to form a complete hydroforming(internal high pressure forming) machine for automatic production; it can also be used independently. (2) Variable clamping force. During the hydroforming(internal high pressure forming) process, the clamping force of the press changes with the internal pressure in real time, which greatly reduces the size, force and deformation of the mold, and can effectively avoid the problem that the tube collapses and the mold collapses. (3) The closed-loop real-time precise control of the loading curve realizes numerical control loading. Under the condition of ultra-high pressure (400 MPa), according to the requirements of the forming process, the internal pressure and the axial displacement are coordinated by hardware and software, and the numerically controlled loading is realized according to the set curve. (4) hydroforming(internal high pressure forming) control software with independent intellectual property rights. Developed independently by Harbin Institute of Technology, it adopts a combination of intelligent control and PID control to achieve high-precision and high-efficiency control. It adopts parameterized hierarchical management to control authority, interface image, simple operation, easy management, and can diagnose and handle abnormal parameters. Change and protect the device from working properly. (5) Localized high voltage source. The high-pressure source (supercharger) is the heart of the internal high-pressure forming equipment. The design and manufacture of the supercharger is completely localized, and it has been tested in large quantities (200,000-300,000 pieces/year) for high safety, low cost and convenience. service. (6) The key components adopt international famous brands. Key components such as servo valves, pressure sensors, displacement sensors, overpressure tubes and connectors are internationally renowned to ensure system reliability.
The principle of hydroforming(internal high pressure forming):
The principle of hydroforming(internal high pressure forming) is to press the tube blank into the mold cavity by internal pressurization and axial force feeding to form the desired workpiece. For parts with a curved axis, the tube blank needs to be pre-bent into the shape of the part and then pressure formed (as shown in Figure 1). hydroforming(internal high pressure forming) is an advanced manufacturing technology for manufacturing hollow monolithic components. It is a kind of pipe material, with oil as pressure transmitting medium, and applying ultra-high pressure inside the pipe (working pressure is usually 100-400 MPa, up to 1000 MPa). At the same time, an axial thrust is applied to both ends of the tube blank for feeding.